Six Sigma: Measure : 5 Perform Capability Analysis
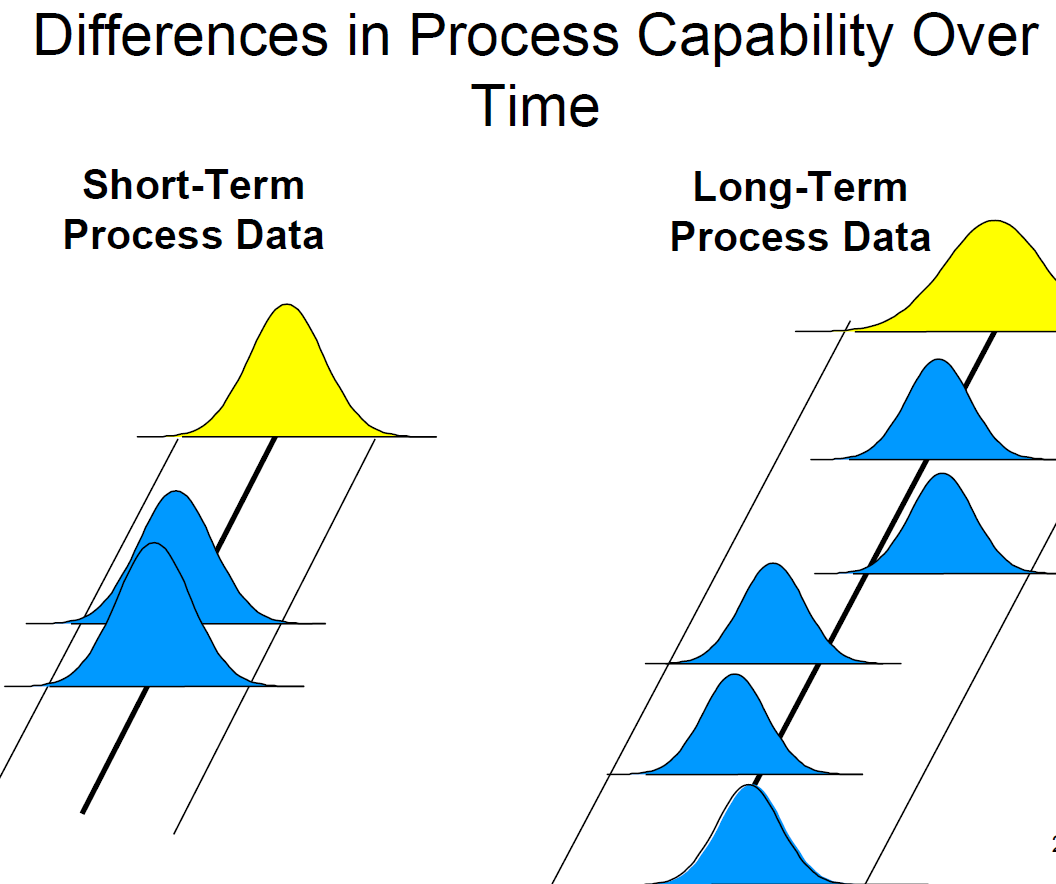
Capability Actual Capability short term long term process data Relationship to Process Performance Metrics Capability applications A process capability study includes three steps :Planning for data collection, Collecting data & Plotting and analyzing results. Process Capability Study Objectives Reduce Variability Capability Analysis
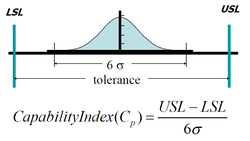
Capability:
Ratio of the specification width to 6 times the process or standard deviation.
Capability:
Ratio of the specification width to 6 times the process or standard deviation.
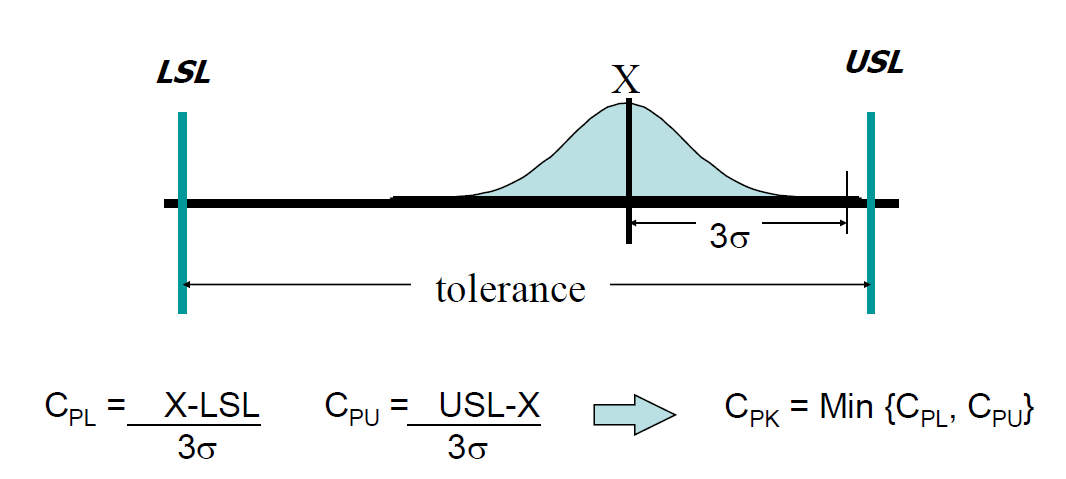
Actual Capability:
Ratio of the difference between the process mean and the nearest specification limit to 3 times the standard deviation.
Ratio of the difference between the process mean and the nearest specification limit to 3 times the standard deviation.
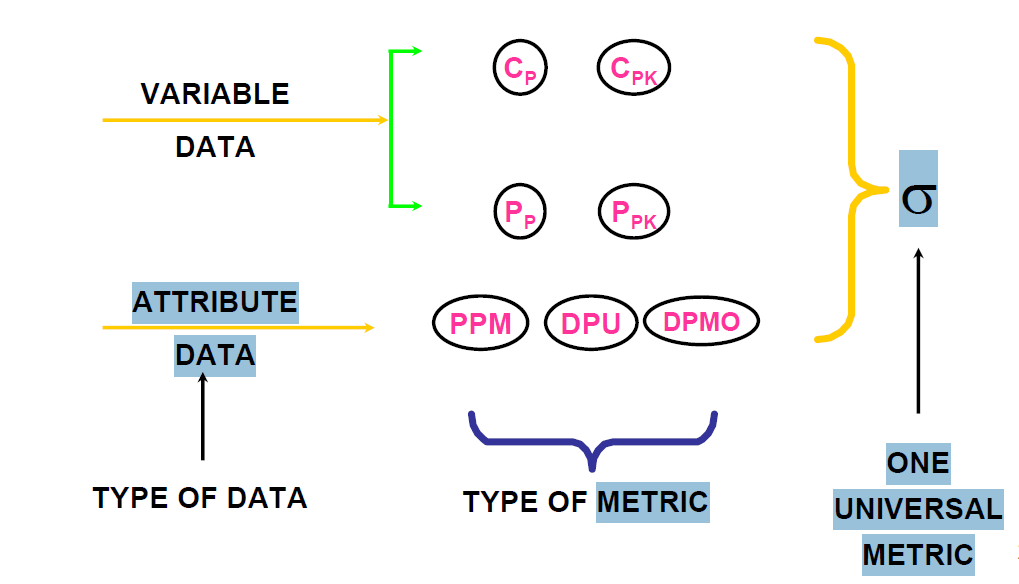
Relationship to Process Performance Metrics
In Consumer Driven 6-Sigma, process performance is reported using the universal measure of Sigma value.
In Consumer Driven 6-Sigma, process performance is reported using the universal measure of Sigma value.
Capability applications: .
Evaluation of new equipment . Reviewing tolerances based on the inherent variability of a process . Assigning equipment to product (more capable equipment to tougher jobs) . Routine process performance audits . The effects of adjustments during processing
A process capability study includes three steps: .
Planning for data collection .
Collecting data .
Plotting and analyzing results
Process Capability Study Objectives
The objective of a process capability study is to establish a state of control over the manufacturing process and then maintaining that state of controlthrough time. Actions that change or adjust the process are frequently the result of some form of capability study. When the natural process limits are compared with the specification range, any of the following possible courses of action may result:
. Do Nothing. If the process limits fall well within the specification limits,no action may be required.
. Change the Specifications. In some cases, specification limits may be set tighter than necessary. Contact the customer to see if the specifications may be relaxed or modified.
. Center the Process. When the process spread is approximately the same as the specification spread, an adjustment to the centering of the process may bring the bulk of the product within specifications.
. Reduce Variability. It may be possible to partition the variation (with-in piece, batch to batch, etc.) and work on the largest offender first. Anexperimental design may be used to identify the leading source of variation.
. Accept the Losses. In some cases, management must be content with a high loss rate. Some centering and reduction in variation may be possible but the principal emphasis is on handling the scrap and rework efficiently.
Evaluation of new equipment . Reviewing tolerances based on the inherent variability of a process . Assigning equipment to product (more capable equipment to tougher jobs) . Routine process performance audits . The effects of adjustments during processing
A process capability study includes three steps: .
Planning for data collection .
Collecting data .
Plotting and analyzing results
Process Capability Study Objectives
The objective of a process capability study is to establish a state of control over the manufacturing process and then maintaining that state of controlthrough time. Actions that change or adjust the process are frequently the result of some form of capability study. When the natural process limits are compared with the specification range, any of the following possible courses of action may result:
. Do Nothing. If the process limits fall well within the specification limits,no action may be required.
. Change the Specifications. In some cases, specification limits may be set tighter than necessary. Contact the customer to see if the specifications may be relaxed or modified.
. Center the Process. When the process spread is approximately the same as the specification spread, an adjustment to the centering of the process may bring the bulk of the product within specifications.
. Reduce Variability. It may be possible to partition the variation (with-in piece, batch to batch, etc.) and work on the largest offender first. Anexperimental design may be used to identify the leading source of variation.
. Accept the Losses. In some cases, management must be content with a high loss rate. Some centering and reduction in variation may be possible but the principal emphasis is on handling the scrap and rework efficiently.
Capability Analysis
Before learning how to calculate process capability using attribute data, it is important to understand a few key terms:
–Attribute Data•Unit (N)•Defect (D)•Opportunity (O)•DPMO
Calculating Process Capability Using Attribute Data
The second step is to calculate DPMO using the formula below: Or
DPMO = Total number of defects / (Total units ×Opportunities per unit )×1,000,000
OR
DPMO = D / (N ×O ) ×1,000,000
Calculating Process Capability Using Attribute Data
The final step is converting DPMO to a Sigma value using the Z-Value Conversion Table on the next page of this workbook.
Before learning how to calculate process capability using attribute data, it is important to understand a few key terms:
–Attribute Data•Unit (N)•Defect (D)•Opportunity (O)•DPMO
Calculating Process Capability Using Attribute Data
The second step is to calculate DPMO using the formula below: Or
DPMO = Total number of defects / (Total units ×Opportunities per unit )×1,000,000
OR
DPMO = D / (N ×O ) ×1,000,000
Calculating Process Capability Using Attribute Data
The final step is converting DPMO to a Sigma value using the Z-Value Conversion Table on the next page of this workbook.